|
|
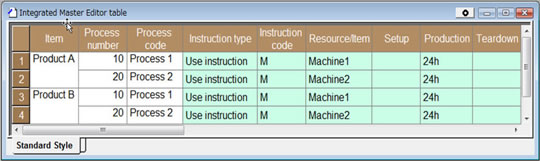
利用生产计划系统缩短生产提前期本公司几年前引进了MRP(Material Requirement Planning)、MRP也对工厂的管理作出了很大贡献。但是最近、工厂长指示将进一步缩短最短交货期作为课题、希望能研讨将生产排程电脑化 (有限能力生产排程)。 生产排程的有限能力将排程功能活用 MRP的界限 MRP的界限是生产最短时间的思路。MRP就是将工程间的时间用固定的生产最短时间来进行表示。首先使用生产排程进行简单的数据设定看看。(图1)
图1-为了进行无限能力排程必须进行标准数据的注册。产品A有工序1、工序2的2个工序。工序1是用机器1来进行加工、生产最短时间为24小时。工序2用机器2进行加工、生产最短时间也是24小时。同样地、产品B也进行了注册。 在这里面输入订单进行生产排程的结果用进展图来进行表示。(图2)
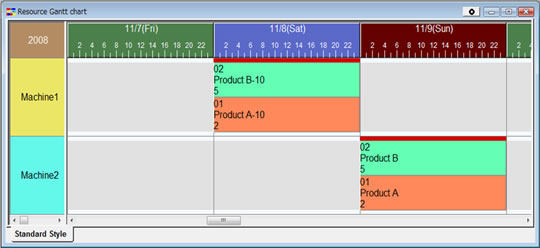
图2-无限能力排程的生产最短时间。产品A的交货期为11月10日、工序2在11月9日用机器2、工序1在11月8日用机器1开始进行生产。产品A的原料要是在11月7日到货就来得及。实际上、这个减去购买最短时间就可以得出发订单的时间。 接下来、产品B的订单在同一个交货期下再次重新制定计划生产排程的结果也用进展表来进行表示。(图3)
图3-无限能力排程的生产最短时间(多重订单的场合)。产品B的排程结果是、图3的产品A的排程结果是一样的。产品A的工序1和产品B的工序1的两个工程的排程结果是、11月8日的24小时中来进行就可以了。这样即使同样交货期的订单有10个、20个也是一样的。 产品B也同样地一天一天地用生产最短时间来对交货期进行时间的反算。 在这里要注意的一点是、不管有多少的订单各订单的生产排程结果是不会相互影响的。这样的话、MRP生产最短时间用1天这样的大概的单位也足够了、无视机械功能是有限的来进行生产排程。因此、订单量的增减是进行生产排程的结果、总之、就是生产最短时间完全没有受到影响的情况下来制定非现实的生产排程结果。另外、MRP的根本功能就是对资财的订单发行比希望更早地进行、增加库存。这个就是在生产管理用语中所谓的「无限能力排程」。 用有限能力来排程 纠正无限能力排程的缺点就是将工序加工的时间用正确的时间进行录入、没有超过机器运转的时间状态下对生产排程结果进行自动调整。这个就是在生产管理用语上称之为「有限能力排程」。 在这里为了进行有限排程设定数据来演示一下 (图4)。
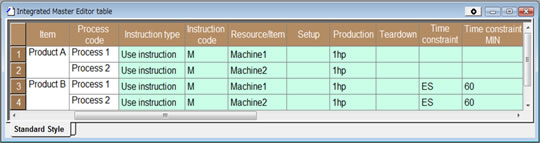
图4-为了进行有限能力生产排程必须要进行标准数据的注册。能力值也设定正确单位的加工时间。产品A的工序1是、使用机器1每生产1个花费1小时的加工时间(1hp)。重复的方法和重复的时间来设定工序间的时间关系。产品A的工序1的结束(End)和工序2的开始(Start)是、有60分以上的空闲时间(ES 60)。 生产排程的结果用进展表来进行表示。(图5)
图5-有限能力排程结果的进展。注册的产品A的订单数量是2个、产品B的订单数量是5个。各工程的加工时间用加工数量进行比例计算、产品B的工序1是数量为5,所以加工时间也是5小时。产品A的工序1数量为2加工时间就是2小时。另外、工序2在加工产品B结束后开始加工产品A。产品A的工程1的结束和产品B的开始有60分的空闲。有限能力排程的结果、产品A和产品B的开始时间能够正确地了解、所需原料的时间也能够正确地把握。 进展的横条没有叠加在一起的。对于机器1、机器2同时只分摊一个工作。产品A的生产最短时间是、2(工序1)+1(叠加)+2(工序2)=结果是最短需要5小时。 现实中的工厂往往伴随着品种、工程的顺序、各工程的制造时间、日程、顺序、原料、机器、人、模具、治具、对半成品库存量的控制等很多种类的制约。这么多的制约条件同时考虑并制定生产排程、就是有限能力生产排程。 以我的经验使用有限能力进行生产排程、生产最短时间可以从生産2个月骤减的例子。「工厂长到现在为止在做什么。被这样说了也不能就这样进行报告」和生产排程担当谈话的时候也笑不出来的话题。这个工厂也是从几年前开始使用MRP(无限能力生产排程)。 这样的话、加入现实上更多的制约条件来更加详细地设定进行生产排程、从而使开始时现有的资源得到最大限的活用、能更进一步的缩短生产最短时间。 责编:姜玲  微信扫一扫实时了解行业动态 微信扫一扫实时了解行业动态 著作权声明:kaiyun体育官方人口
文章著作权分属kaiyun体育官方人口
、网友和合作伙伴,部分非原创文章作者信息可能有所缺失,如需补充或修改请与我们联系,工作人员会在1个工作日内配合处理。 |
|


|
|

