1 MES网络型柔性自动化生产线
MES系统是面向车间层的生产管理技术与实时信息系统。自动统计生产过程中的产品数量、次品数量、产品缺陷。可以为用户提供一个快速反应、有弹性、精细化的制造业环境,帮助企业降低成本和提高产品的质量,为多品种生产的制造提供良好的生产信息管理。
柔性自动生产线是能实现产品生产过程自动化的一种机器体系,通过采用一套能自动进行加工、检测,安装、运输的机器设备,组成高度连续的、完全自动化的生产线,来实现产品的生产,从而提高工作效率,降低生产成本,提高加工质量。在各个不同的应用领域,不同种类的自动线的结构不同,大小也不同,功能也不同。他们基本都包括检测、机械本体、CPU信息处理、(输入输出)接口部分、执行机构及通信模块六部分。
MES网络型柔性自动化生产线是一套集MES系统和柔性生产线优点的完全自动化的机器设备生产线。在提高工作效率、降低生产成本的同时,可远程获取设备实时运行的状况;可实时从生产设备中读取出生产数据等;可远程控制设备的作业动作,实现对设备的智能化管理。使过去的柔性生产线具有生产信息的实时传递,并通过触摸屏软件实时监控生产过程,实现远程控制设备的作业动作,实现对设备的智能化管理。一个现代化的具有竞争力的企业要具有如图1所示的生产与管理关系过程。
.jpg)
图1 现代化企业生产与管理关系
从图1可看出:MES在企业信息化层次结构中起着承上启下的枢纽作用。它接受上级发布的生产计划,依据从车间获取的实时现场数据,为生产管理调度一级的管理人员提供大量丰富的生产调度信息。管理人员掌握了这些信息后,可以对车间生产层下达切实可行的生产指令,对企业决策层可以汇报真实有据的生产情况。如果没有中间的一个生产执行系统,过程控制层与决策管理层就会出现信息的断层,MES网络型柔性自动化生产线具有过程控制层和实时数据库,可为企业的生产的计划管理层及时提供生产信息,为决策管理层快速获得第一手现场数据,使企业能有效地组织生产,从客户订单到任务下达、产品生产、交货,周期缩短,提高了企业的竞争力。
2 MES网络型柔性自动化生产线仿真系统总体设计方案
MES网络型柔性自动化生产线实训系统是根据制造现场设计的实验仿真系统,强化各种控制技术和工程实践能力。本实训系统由检测、机械本体、CPU信息处理、执行机构、通信模块和触摸屏六部分组成,包括上料检测单元、搬运单元、加工检测单元、横臂单元、传送带单元、安装单元、安装搬运单元、分类单元、主控单元组成。工作过程如下:各个从站复位后,系统可开始运行;料检测单元将大工件按顺序排好后提升送出;搬运站将大工件从上料检测单元搬至加工站;;01132站将大工件加工后送出工位;分拣站将加工过的正常的工件搬运到传送站,如果是废料,分拣机械手将工件搬运到废料处理机构;传输站将正常的大工件送至尾端,将废料分拣到废料槽里;安装搬运站将大工件从传输站搬至安装工位放下。安装站再将对应的小工件装入大工件中。而后,安装搬运站再将安装好的工件送分类站,分类站再将工件送入相应的料仓。
控制系统选用三菱FX2N一48MR的PLC进行控制,具有较好的柔性,即每单元各有一套PLC控制系统独立控制,在基本单元模块培训完成以后,又可以将相邻的两个单元、三个单元、八个单元使用cc-Link总线进行通讯,cc-Link将各站的PLC连接在一起保证系统中各站能联网运行,使独立的各站间能交换信息,加工过程中所产生的数据,如工件颜色、装配信息等,向下站传送,处理控制和信息数据,以保证工作正确(如分类正确、安装正确等)。本实训系统FX2NPLC控制器采用cc-Link通信,实现八个单元与主站之间的网络控制方案,如图2所示。通过三菱QPLC主机采集并处理各站的相应信息,完成八个单元间的联动控制。将cc-Link联线首端出线的网络联接器接到三菱QPLC主机的通信口上,其它网络联接器依次接到八个单元的cc-Link模块通信口上,将联线末端网络联接器上的终端电阻开关打到“ON”位置,其它网络联接器上的终端电阻开关全部打到“OFF”位置。
组网后,系统从站主要用于控制与驱动设备层,并对现场反馈的信号进行采集,主站采集各从站数据,协调各站运行,并为上位机的监控程序提供数据,同时系统采用彩色工业触摸屏完成系统控制网络的集成。实现远程控制设备的作业动作,生产过程中的产品信息自动统计后通过触摸屏软件实时监控生产过程,实现对设备的智能化管理。
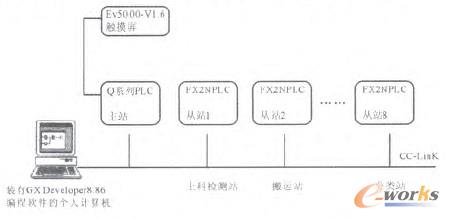 图2 计算机与主站、主站与从站组网结构及信息传输示意图
图2 计算机与主站、主站与从站组网结构及信息传输示意图
责编:李敏
 微信扫一扫实时了解行业动态
微信扫一扫实时了解行业动态
 微信扫一扫分享本文给好友
微信扫一扫分享本文给好友
 微信扫一扫实时了解行业动态
微信扫一扫实时了解行业动态
.jpg)
 图2 计算机与主站、主站与从站组网结构及信息传输示意图
图2 计算机与主站、主站与从站组网结构及信息传输示意图







